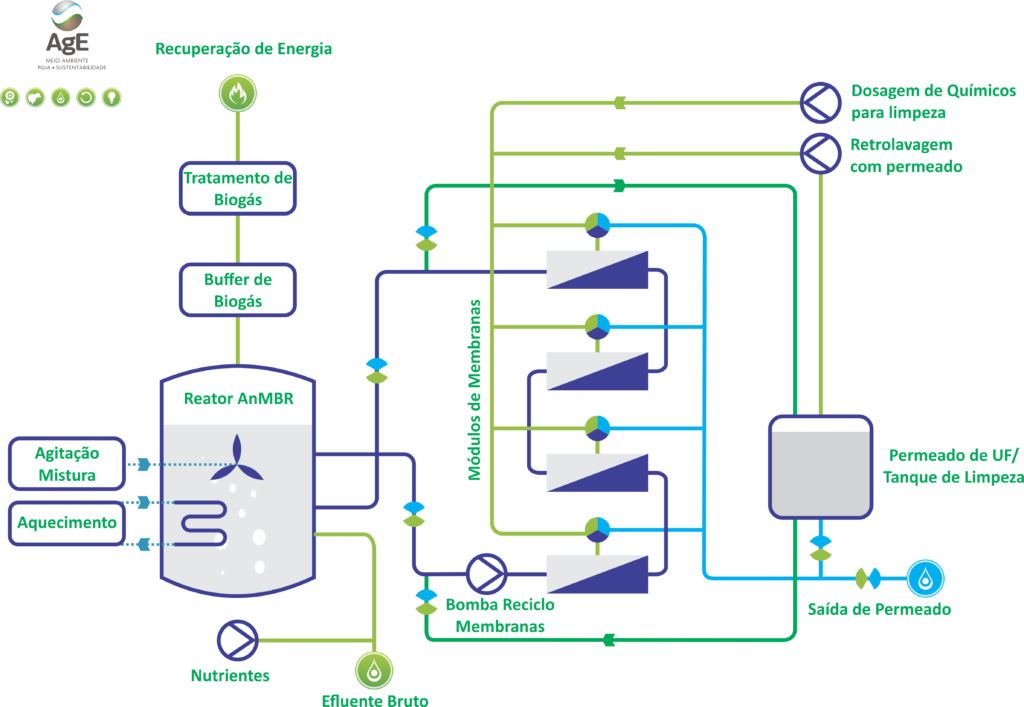
O sistema AnMBR com membranas de ultrafiltração combina tratamento anaeróbio com separação física eficiente, oferecendo diversas vantagens:
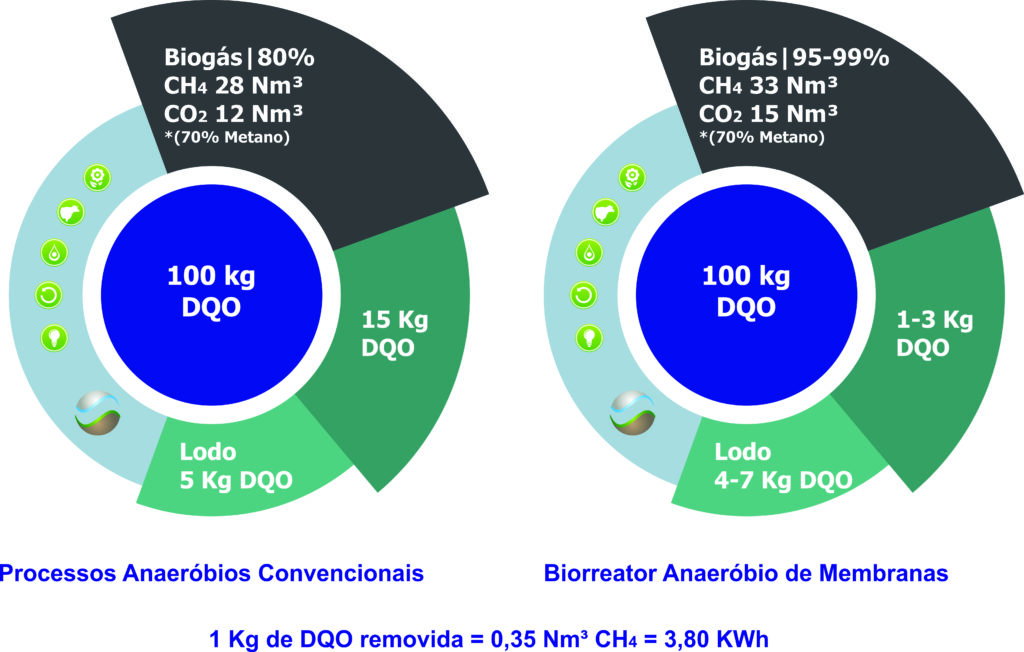
O estágio de separação por membrana fornece retenção completa de sólidos, desacoplando assim os tempos de retenção hidráulica e de sólidos, permitindo idades de lodo longas otimizadas, o que maximiza a redução de DQO e fornece maiores rendimentos de biogás. O processo é mais tolerante a SST e O&G do que sistemas anaeróbicos granulares e, portanto, fornece requisitos simplificados de pré-tratamento.
Essas características tornam o AnMBR ideal para o tratamento de efluentes com alta carga orgânica, como os de indústrias alimentícias, além de contribuir para a sustentabilidade energética e ambiental.